案例說明
- 教學資源
- Express
- Why Minitab
精密製程的精密實驗:Bobcat 公司
50 多年來,Bobcat 公司一直是滑移式鏟裝機和緊湊型挖土機等緊湊型設備設計、製造和分銷領域的全球領導商。Bobcat 設備應用於許多行業,包括農業、建築、挖掘、園林綠化和設備租賃。除了擁有全球最廣泛的緊湊型設備分銷網絡外,該公司還是北達科他州最大的製造商。Bobcat 在其一家工廠,使用雷射從大鋼板上切割出細部零件。這些零件需要具有光滑邊緣,無毛邊或凹坑。雷射加工製程以可接受的速度生產出可接受的品質,但仍有改進空間,儘管該設備有七台雷射器,但仍需要將雷射工作發給外部承包商。Bobcat 經過認證的黑帶大師 Jim Rose 著手改進這種雷射切割製程。他的目標是確認能夠提高機器速度同時提升零件品質的設定。該專案很大程度依賴於有效收集數據、徹底分析數據並理解結果。Rose 使用 Minitab 統計軟體來完成這些任務。
挑戰
Rose 著手尋找一個「最佳點」,既可以提供更快的雷射加工速度,又可以提供更好的切割品質。賭注很高!平均提高 15% 生產速度相當於「節省」一台額外的雷射器,每台雷射的安裝成本接近 100 萬美元。增加七個現有雷射的輸出也將減少外包的「光束小時數」—並且隨著工廠外包大部分雷射工作,甚至將其中一些工作帶回內部也將產生大量節省。
 |
|
增加 Bobcat 工廠七台雷射切割機 (如這台機器) 的產量,將減少外包的「光束小時數」,進而節省大量成本。 |
Bobcat 的雷射切割製程使用快速切割速度進行長直切割,使用慢速切割進行短切割和角度切割。若找到可以讓工廠提高其中一個或兩個切割速度,同時提高切割品質的設定,則可以大幅提升工廠產能,收回外包工作並降低成本。
在研究這個製程時,Rose 發現了幾個可能影響其性能的因素。這些包括功率 (以瓦為單位)、雷射光束實際開啟的切割時間百分比、快速切割速度的給進速率、慢速切割速度的給進速率、雷射炬中使用的氣體量 (輔助氣體壓力)、控制光束的噴嘴寬度、噴嘴到切割面的焦距。現在,他的挑戰是確定哪些因素對效能影響最大,然後找到既能提高速度又能提升產品品質的製程設定。
Minitab 如何協助
這就是 Minitab Statistical Software 的實驗設計 (DOE) 功能用武之地。一個經設計的實驗是一系列的試驗或測試,您可以在其中調整多個變數。這是改進製程的有效方法,因為您可以一次更改和評估多種因素,然後使用統計分析來獲得有意義的結果。Minitab 可以幫助您確定哪些因素最重要,並了解它們如何交互作用並影響您的製程。有了這些知識,您就可以找到產生最佳製程效能的因子設定。
Rose 首要任務是選擇並量化正確的反應結果。提高或至少保持以更快速度生產的零件品質是首要目標,因此他選擇切割品質作為關鍵反應結果。一次實驗的「試驗 (run)」包括切割一張鋼板。切工品質以 1-5 等級分級,其中 5 為完美切工。為了建立基線,Rose 對使用現有設定切割的零件進行了初步分析,結果顯示該製程產生的切割平均得分為 4。
一位熱衷於幫助找到更快設定的雷射操作員自願評估每次試驗中生產的零件。像任何研究人員一樣,Rose 需要在實驗開始之前確保他可以依賴測量系統的精確度。他使用 Minitab 進行屬性一致性分析,這將證明操作員是否能夠根據既定標準一致、準確地評估切割品質。根據分析結果,選擇一名雷射操作員作為唯一的評估員。他甚至能夠使用更精確的評分系統,其中包含 1/4 增量 (0.25),而不是先前使用的整數。這提高了數據收集的能力。
有了這些因素、關鍵反應和可靠的數據收集方法,Rose 就準備好設計他的實驗了。他知道因子實驗設計可以讓他研究多個因素對製程的影響,但他需要找到因子設計類型,能夠以最少實驗次數產生可靠的結果。他使用 Minitab 探索他的選項並確定最好的選擇。
選項之一是完整的因子實驗,這是一種非常徹底的方法,可以衡量所有因子水準組合的反應。但此選項可能需要大量的試驗。例如,具有 5 因子的兩水準全因子設計需要 32 次試驗。考慮到實驗者可能想要增加重覆次數或多次反複試驗,在許多情況下,完整的因子實驗並不是一個可行的選擇。
取而代之,Rose 著眼於部分因子設計,該設計透過排除某些因子水準組合將試驗次數減少到可管理規模,但仍然可以對因子進行可靠分析。執行的試驗是完整因子設計的選定子集或一部分。但沒有試驗所有因子水準組合意味著某些效應是混淆的,並且無法與其他效應分開進行估計。因此,必須仔細選擇部分才能獲得有意義結果。為了簡化該過程,Minitab 顯示一個別名 (alias) 表,其中指定了混淆模式。
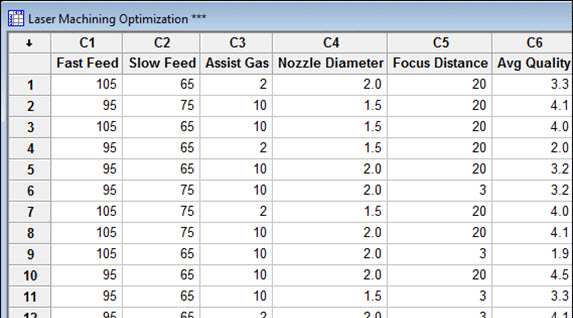
對於他的初始實驗,Rose 使用 Minitab 建立了 1/2 部分因子設計,只需 16 次試驗 (圖 1),但仍允許他估計因子及其二維交互作用的影響。Rose 也將 16 次試驗重覆了 3 次,以提高資料收集的能力,進而增加實驗發現顯著差異的可能性。
 |
|
圖 1 - Minitab 統計軟體中的實驗設計工具可以輕鬆選擇、設定和分析實驗設計的結果。
|
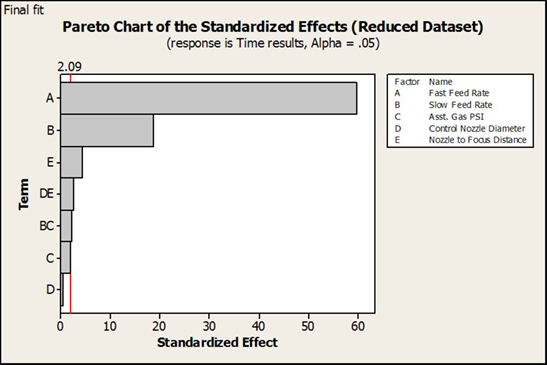
第一個實驗發現,快速切割速度的給進速率和慢速切割速度給進速率是加工速度的最重要決定因素,更重要的是,表明更快速的給進速率是可行的 (圖2)。
 |
|
圖 2 - Rose 的初始實驗表明,在快速和慢速切割速度下的給進速率是整個加工速度的最重要決定因素。他利用這些資訊設計了後續實驗,以更快的速度優化零件品質的製程設定。
|
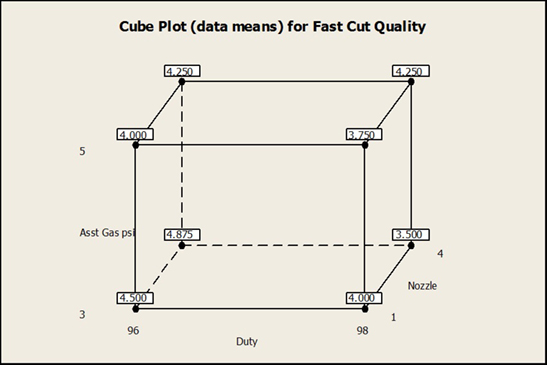
Rose 後續實驗的重點是尋找其餘三個重要因素的最佳設定,以提升更高速度下的切割品質。立方圖 (圖 3) 結果顯示,在低輔助氣體壓力和低負荷,以及高噴嘴聚焦水準下,當速度增加時,切割表面品質最高。它還表明了預期切割品質高於舊設定下的 4.0 標準。
 |
|
圖 3 - 立方圖顯示在低輔助氣體壓力和負載以及高噴嘴聚焦水平下的最高切割質量,預期切割質量高於舊設定下的 4.0 標準。
|
結果
Rose 用於評估雷射切割製程的三個實驗設計取得了很好的結果。這些實驗建立了機械加工邊緣品質的改進定義,並確定了最佳化設定,可將所有產品的製程生產率提升 20% 以上。增加 7 台現有雷射的輸出,無需購買額外的雷射設備,節省了超過 50 萬美元。此增加也消除了約 2,000 小時本應外包的「光束時間」。總之,Rose 使用 Minitab 統計軟體設計和分析實驗結果的總潛在影響超過 100 萬美元。
客戶
Bobcat Company
概述
緊湊型工業、農場和建築設備的領導製造商
總部位於北達科他州西法戈
近 1,000 家 Bobcat 經銷商遍佈 90 個國家
挑戰
提升鋼零件雷射切割製程的速度和品質
使用產品
Minitab® 統計軟體
結果
提升製程生產力 20% 以上
建立了機械加工邊緣品質的改進定義
無需購買額外雷射設備,節省超過 50 萬美元
消除了外包給承包商的 2,000 小時工作
總潛在影響超過 100 萬美元